
Advantage:
1. The world's first case, patented technology
2. Lower production cost (when drawing stainless steel wire, there is no need to soak the coating agent or drying; when drawing low carbon steel wire, it can be drawn at high speed without borax)
3. The production process is more environmentally friendly (there is no lubricating powder during the drawing process)
4. The surface of the steel wire produced is high in cleanliness and the steel wire is brighter
Scope of application: low carbon steel wire, aluminum wire, copper wire, galvanized wire, copper-plated wire, high-speed steel, titanium alloy, aluminum, aluminum alloy, copper, copper alloy, etc.
Rolling cassette instead of drawing die is a secondary technical upgrade and reform of the wire drawing machine's diameter reduction method. Because the metal wire diameter reduction principle is changed from drawing deformation to rolling deformation, the process, production efficiency and product quality are completely different. !
Especially for the application of various steel wires and alloy wires with high quality requirements.
The water-cooled rolling cassette drawing machine newly designed by Yifa Company, according to the method of reducing diameter, meets the general design of using rolling cassette and drawing die at the same time, which can cool the large amount of heat generated during high-speed drawing of the rolling cassette and greatly extend it. The service life of the rollers and bearings, especially to avoid the roundness change and bearing damage caused by the high temperature generated by the drawing, which causes the deformation of the rolling cassette frame to expand and contract, so as to realize the high-speed drawing of the rolling cassette, generally low carbon Steel wire can reach 20 meters/second, stainless steel wire 10 meters/second, high-speed steel 4 meters/second.........
The design of the water-cooled rolling cassette drawing machine is combined with the high-end configuration and adopts a servo direct drive motor. The drawing reel is directly installed on the shaft of the servo motor, eliminating the trouble of maintenance. The spray cooling method of the reel and the roll mold is unique in the world. The design goal of the entire wire drawing machine production line is that the user can operate stably and efficiently for a long time, and fully reflects the advantages of the rolling cassette wire drawing.
Keywords: high production efficiency, low wire drawing cost, clean environment and environmental protection, stable operation and maintenance-free, low failure rate

(Five-pass rolling cassette wire drawing machine, taken by the customer on site)
Design highlights
Reel--------Efficient cooling method
The designer said that the first of the core mechanical components of the wire drawing machine is the reel. The dual cooling method designed by Yifa Company’s proprietary technology, the inner wall of the anti-scaling coating, the outer wall of high wear-resistant material coating, the overall structure is made of forged steel, forged, The multiple finishing processes are controlled step by step by Yifa's subsidiary companies. The new reel processed in this way has a significantly improved cooling performance compared to the previous design version of the wire drawing machine.
The customer said that with the same process, the line from the existing wire drawing machine in the factory is very hot and I dare not touch it. Now Yifa's rolling cassette wire drawing machine has just been shut down, and the hand-touched reel and wire take-up are basically cold, which is too different. Up! This cooling effect can naturally ensure that the wire drawing machine runs stably at high speeds, with a low failure rate and production output.
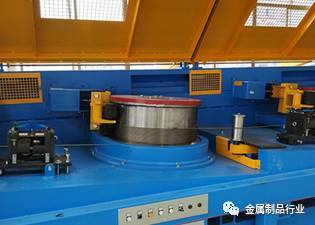
(Partial drawing of the reel of the drawing machine in the picture above)
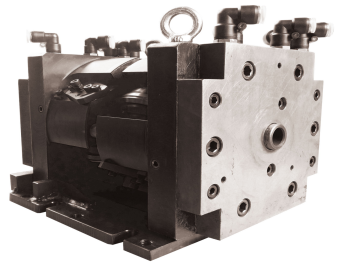
Rolling cassette ------ replace the wire drawing die, increase the yield and improve the quality
Roller mold, it is composed of a set of high wear-resistant materials, precision-machined hole rollers, the number of rollers is selected according to the material, wire diameter, reduction rate of different configurations (from 4 to 10 When the wire passes through the roller mold, the roller is driven by the tension and the friction between the wire and the roller hole. When the wire comes out, it is reduced by the roller hole. The diameter tolerance of the standard roller mold wire +/ -0.02mm, the diameter tolerance of the special type of rolling cassette is +/-0.01mm; the normal wear life of the roller (when the tolerance exceeds the design tolerance) is related to the type of processing material, the surface condition and the maintenance and management of the rolling cassette, and it has a strict meaning The above is proportional to the length of the processing line, but according to production management habits, the same user's general output is counted by weight unit (the same tonnage, the wire diameter is large, the tonnage is high, but the length is small). The worn rollers can also be refurbished and converted into rollers of other specifications, similar to the repairing die of a wire drawing die.
Customers usually pay attention to the normal service life of rollers. Although the use conditions are very different, the following typical customer examples can be used as a reference:
Taking the medium pull with a diameter of 5.0mm to 2.0mm as an example, the first service life of rollers is based on the production (domestic) typical user statistics: high carbon steel (0.92% carbon content) exceeds 3,500 tons, medium carbon steel 4,500 tons, low Carbon steel (Q195) ranges from 6000 to 8000 tons, and stainless steel, titanium alloy, etc. vary according to the material wire diameter and other usage conditions. (Overseas) An Indonesian low-carbon steel customer with very good maintenance, using C-type rollers, the initial service life exceeds 10,000 tons.

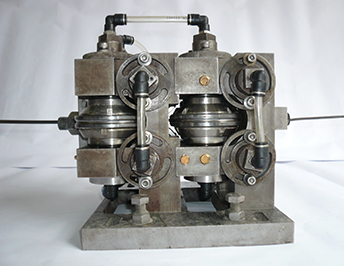
C-type rolling cassette (consisting of 3+3 rollers)
Compared with the wire drawing die, the reason for improving the quality of the wire product is explained from the principle of metal processing deformation. The rolling cassette uses the pass of the roller to reduce the diameter. Similar to the principle of steel rolling in the metallurgical industry, the wire drawing die is forced to reduce the deformation by drawing. In contrast, the internal metallographic structure of the product line obtained by rolling is more uniform, and the mechanical properties such as flexibility and bending resistance are also better.
In terms of surface quality, there is rolling friction between the roller and the wire. The coefficient of friction is tens of times different from the sliding friction coefficient between the drawing die and the wire (depending on the material). The heat generated by friction is also different, so the wire surface Smooth and bright conditions will be better.
Take titanium wire drawing as an example. Titanium is a metal material that is more difficult to cold-process than stainless steel. The results of different drawing methods are obviously different. The surface of the titanium wire drawn from the drawing die is dark gray, and the titanium wire drawn from the rolling cassette is white. , Downstream customers distinguish the processing methods of titanium wire by color. Customers all like to buy white wire, which can save a surface treatment process.
The main factors for improving the efficiency of the water-cooled rolling cassette drawing machine are the long life of the rollers, which saves a lot of accumulated idle production time of frequent shutdowns and mold replacements; the other factor is that the drawing machine production line itself is an overall complex system, especially with With the increasing demand and the technological development of the electromechanical industry, after using more and more control methods, designers should consider many details to ensure stable operation at high speed and low failure rate. This is the guarantee of high production. The essential.
The customer said that what we want is the total output, not the number of meters per second. The speed of the wire drawing machine (m/s) is only one factor in measuring the efficiency. If the equipment is unstable and the failure rate is high, it can only be used at a reduced speed. , If each downtime is calculated at 3600 seconds per hour, no matter how high the speed per meter/second is, it will be offset by the accumulated downtime and maintenance time (at 43200 seconds/day).
The customer operator said that Yifa’s wire drawing machine can be safely walked away after starting up. The system design is more user-friendly. You don’t have to worry about watching the wire drawing machine run after starting up as before, and you have to shut down frequently to change molds and deal with all kinds of things. malfunction.
Production environment-----environmental protection, no wire drawing dust pollution
Due to the use of rolling cassette instead of drawing dies, the requirements for lubrication are greatly reduced, eliminating the trouble of using a large amount of drawing powder for lubrication of traditional drawing machines, and the worker’s operating environment is cleaner. It is for the new generation of operators (post-90s who will not endure hardship). Their provision of a pollution-free working environment is an urgent practical problem facing the development of contemporary enterprises.
The technical parameters of the rolling cassette wire drawing machine production line, due to the various materials and product specifications, and different configurations, cannot be listed in detail.
If you need to choose high-performance wire drawing machine and roll pattern wire drawing machine, or even non-standard wire drawing machine design for special alloy material wire, please contact Yifa Company for technical consultation.









Add: 151 shenxing road, shengang town, jiangyin city, jiangsu province
Contact person: Mr. Liu
Mobile phone:+0086 13771203269
Whatsapp:+0086 13771203269
Sales phone: 86-0510-86688060
Fax:86-0510-86688060
Amy Xi:jiangyinyifa@163.com
Tel: +86 18700580100