1、high rack wire pay off → involucra → online drying (φ6.5 or φ5.5mm raw materials) → lz8/600stright drawing line → wash tank → sg740i-shaped wire take-up machine (φ6.5 or φ5.5mm stainless steel wire is drawed to φ1.8mm minimum)
3、annealing:wire pay off →electrolytic pickling →washing →20 tube natural gas annealing furnace →cooling tank →vertical wire take-up machine
4、fine drawing:high rack wire pay off → involucra → dry on line (≥ φ1.8mm raw material) → lz9/400stright drawing line → tension stand → wash tank → sg740i-shaped wheel take-up machine (stainless steel wire below φ3.5mm is drawed to φ0.5mm minimum)
5、annealing:wire pay off →electrolytic pickling →washing---20 tube annealing furnace →cooling tank →vertical wire take-up machine
6、fine drawing:
1、high rack wire pay off ---involucra → online drying (≤ φ1.2mm raw materials) → lz11/300stright drawing line → tension stand → wash tank → sg300i-shaped wire take-up machine (stainless steel wire below φ1.2mm is drawed to φ0.2mm minimum)
2、high rack wire pay off → lt15/300water tank drawing unit → tension stand → wash tank → sg300i-shaped wire take-up machine (stainless steel wire below φ1.2mm is drawed to φ0.2mm minimum)
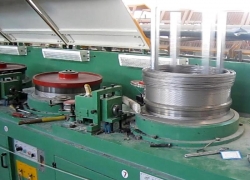
ac frequency conversion stright wire drawing machine
1、steel wire tensile strength: low carbon steel wire≤650mpa
2、wire drawing range:Ф5.5mm→ Ф1.8mm no annealing required
3、matching:Ф5.5→Ф4.50→Ф3.7→Ф3.25→Ф2.87→Ф2.54→Ф2.25→Ф2→Ф1.8
4、design speed:7meter/second
5、frequency conversion motor power:30kw×8
6、the inverter is made in china or siemens in germany
7、plc adopts the program controller of mitsubishi of japan, or siemens of germany
8、the sensor is imported from germany and is a contactless photoelectric sensor.
9. the surface of the drawing reel adopts r and graded inclination angle design. the moderate r angle ensures that the steel wire required by the user has sufficient thrust to make the steel wire smooth and no-jump up after drawing. the graded inclination angle ensures that the steel wire is neatly arranged during cold shrinkage. continuous heat exchange with the reel; the base material of the reel is 45#, heat treatment after rough processing, the hardness of the substrate is 48°, then the surface of the reel is sprayed with tungsten carbide, the hardness is 58°---62°, and the surface of the reel is ground. the finish is ≤0.02mm, the smooth surface ensures that the steel wire is not scratched, and the water cooling system of the reel has the national patent: the inside of the reel adopts the self-descaling system, the cooling water maintains a gap of 5mm with the inner wall of the reel, and the cooling water is evenly distributed around the inner wall of the reel. heat exchange, it turns out that the structure efficiency is more than 80%. it is more than 10 years old. it is the best technical equipment for high-efficiency and low-cost high-quality drawing of low-carbon steel wire. it is self-made by outdoor circulating cooling pool. recommended pool size: 3 meters long × 2 meters wide × 2 meters deep 10, the spindle bearing uses japanese ntn
11、the pulleys and reels rotating at high speed on the wire drawing machine are dynamically balanced according to the national standard. there is no vibration at high speed. there is no need to require the ground level during installation. as long as the ordinary iron blocks are placed on the gaps during installation, they can be fixed with ordinary expansion bolts. buried anchor
12、the unique rotary mold box uses a low-speed high-torque motor and a reducer to drive the wire drawing die to rotate during operation. the lubricating powder attached to the surface of the steel wire is forced into the mold by a spiral, so that a lubricating film with a thickness of 0.04 mm is formed on the surface of the steel wire, which ensures the amount of lubrication required for multi-pass drawing of steel wire has been proved by production to extend the service life by more than 2 times. it is well known that the raw materials of steel wire are all elliptical and have a certain degree of flash (or ear). ), these flash edges form overpressure on the mold when entering the mold, and even more, these flash edges fall off at the die mouth, blocking the lubricating powder from entering the mold, so that the service life of the mold is greatly shortened, and the rotary mold makes the mold evenly bear these irregular forces, the rotating die mouth will discharge some of the falling flash, ensuring smooth passage of the lubricating powder into the mold. the rotating mold box also has the function of lubricating powder mixing. the user only needs to add lubricating powder, no manual mixing is needed, which reduces the labor intensity of the workers and improves the safety of the workers. the roundness of the steel wire drawn by using the rotary mold is 0.001 mm~ between 0.003mm, so the use of rotary mold box is the best technical equipment for high-efficiency and low-cost high-quality drawing of low-carbon steel wire. generally, we recommend the outer dimensions of low-carbon steel wire mold Φ40mm※25mm
13、the wire drawing machine tested the noise, waterway system, pneumatic system, oil mist separator equipped with observation window and pneumatic system before leaving the factory. the working water pressure valve, water flow, air pressure and flow control valve are obvious, and the user is easy to use.
14、ac variable frequency stright wire drawing machine electrical control system: this system adopts frequency converter speed regulation, plc program controller centralized control mode to realize digital automatic control. each head on the machine has a start, stop, jog button, tension air pressure adjustment; emergency parking rope in front of the machine. speed display and speed control on the touch screen, weight or length setting or release. run the machine number, run the current (observe the current size to know the mold wear state clearly), the running frequency (the observed frequency can know the actual maximum working speed), the power of each head. input the actual running mold on the touch screen, you can intuitively display the reduction rate of each pass, avoid unreasonable drawing, and observe and adjust the damaged mold to avoid the production of waste wire by observing the fluctuation of current! the system also has some special features: threading and jogging function, high-speed running interrupted wire automatic emergency stop function, remote monitoring and maintenance function. therefore, the highly automated and intelligent electrical control system is the most advanced technology for efficient low-cost and high-quality drawing of low-carbon steel wire.

Add: 151 shenxing road, shengang town, jiangyin city, jiangsu province
Contact person: Mr. Liu
Mobile phone:+0086 13771203269
Whatsapp:+0086 13771203269
Sales phone: 86-0510-86688060
Fax:86-0510-86688060
Amy Xi:jiangyinyifa@163.com
Tel: +86 18700580100